Преса за горещо валцоване с асинхронна скорост за производство на сухи електроди и твърдотелни електролити
AOT
Сямън, Китай
10-25 работни дни
50 комплекта/месец
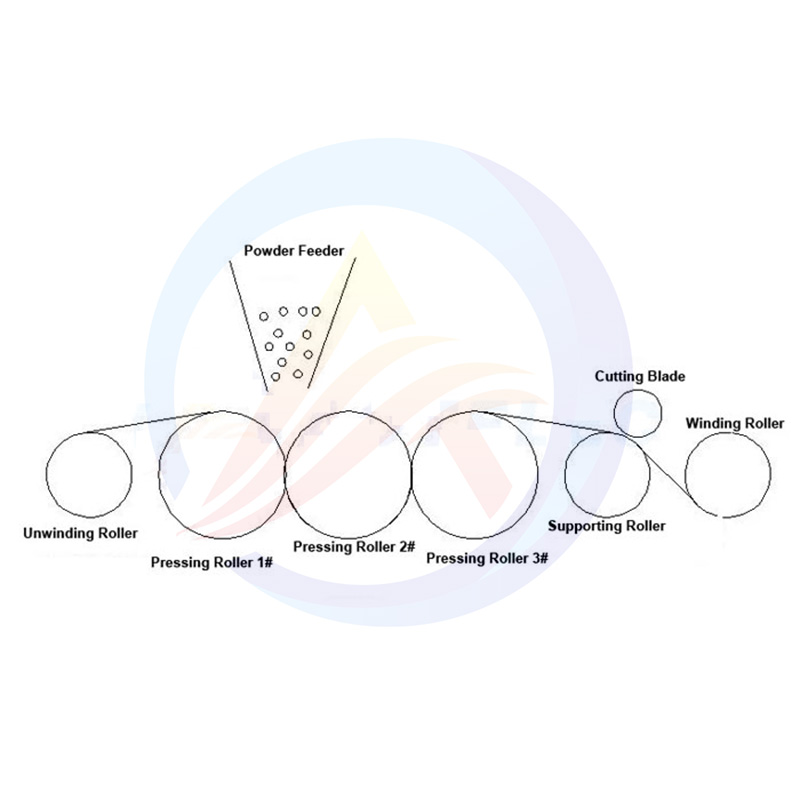
АОТ-МСК-БПК-DF200 е триролкова преса за непрекъснато горещо валцоване с различни скорости за подготовка на сух електрод и лист от твърд електролит за литиево-йонна батерия. Три чифта ролки могат да бъдат независимо управлявани под налягане от 8T Макс.
Триролковата преса за непрекъснато горещо валцоване АОТ-МСК-БПК-DF200 е специално проектирана за сухи електроди и листове от твърд електролит за литиево-йонни батерии. Тя е оборудвана с три комплекта закалени Cr12MoV ролки (HRC58-62, точност на шева на ролката ±2.5μm) с независим контрол на температурата (200℃), контрол на налягането (15T/ролка) и контрол на скоростта (0.3-2m/мин.), за да поддържа непрекъснато ролково пресоване на материали с ширина 200 мм. Високопрецизно непрекъснато ролково пресоване. Пресата за горещо валцоване използва еднофазно захранване 220V (консумация на енергия 5kW), разделителна способност на налягането на един ролка ±0.30kg и може точно да регулира порьозността на електродите и уплътняването на листовете електролит (колебания на плътността ≤1.2%). Независим ПИД контрол на температурата на повърхността на ролката (±1℃), подходяща за термично активиране на сухо свързващо вещество за електроди и формоване без пукнатини на крехки материали с твърд електролит. Размерите на цялата машина са 1200×680×1400 мм (нето тегло 600 кг), съвместими с чиста работилническа среда от 25±3℃, осигурявайки ефикасни решения за пилотна линия за твърдотелни батерии и масово производство на сухи електроди.
Параметър
Модел на продукта
АОТ-МСК-БПК-DF200
Мощност
AC220±10%, еднофазен, 50/60Hz 5 кВт
Ролки
Материали на ролките: Закаляване Cr12MoV Размер на ролката: Ø150 мм x 220 мм Твърдост: HRC 58 - 62 Разстояние между ролките: 0 - 2,5 мм Точност на разстоянието: +/- 2,5 хм
Работен механизъм
(Съдържанието тук не е показано изцяло в оригиналната снимка. Ако има съответна информация, тя може да бъде допълнена тук.)
Температура на ролката
200°C макс., температурата на всеки валяк може да се регулира независимо.
Максимална ширина на електрода
200 мм макс.
Търкалящ се натиск
15T макс., всеки ролкова пресаУреята може да се регулира независимо. Разделителна способност на приложената сила: ±0,30 кг.
Скорост на търкаляне
0,3 - 2 м/мин, скоростта на всеки валяк може да се регулира независимо.
Препоръчителна работна среда
25 ± 3°C, без вибрации или електромагнитни смущения
Общи размери:
1200 мм Д x 680 мм Ш x 1400 мм В
Нетно тегло:
600 кг
Продуктов дисплей
Преса за горещо валцоване с асинхронна скорост за производство на сухи електроди и твърдотелни електролити
Триролкова преса за непрекъснато горещо валцоване АОТ-МСК-БПК-DF200, 15 тона независим контрол на налягането, 200 ℃ точен контрол на температурата, ± 2,5 μm точност на ролковия шев, подходяща за подготовка на литиеви сухи електроди и листове от твърд електролит, триролкова независима система за контрол на скоростта, специално оборудване за ролково пресоване с висока плътност на сухи електроди.
Изложба
АОТ Изложението за оборудване за литиеви батерии предоставя на изложителите и посетителите цялостна платформа за представяне, обмен, сътрудничество и търговия. Чрез участието си в изложението, предприятията могат да разберат динамиката на индустрията, да разширят пазарните канали, да подобрят имиджа на марката и да насърчат технологичните иновации и индустриалната модернизация.
Сертификат
Кооперативни партньори
ЧЗВ
Въпрос 1: Как да се осигури равномерност на температурата с три независими температурни контролни ролка на пресата за горещо валцоване?
A: Всяка ролка е интегрирана с двузонно инфрачервено измерване на температурата и модул за нагряване със затворен контур, температурната разлика на цялата повърхност на ролката е ≤±1℃, което избягва влошаване на производителността, причинено от локализирано прегряване на материала.
В2: Каква е износоустойчивостта на ролките Cr12MoV?
A: Твърдостта на повърхността е HRC58-62, с процес на азотиране, той може непрекъснато да търкаля сухия електроден материал в продължение на шшшшш5000 часа, а степента на износване е <0,01 мм.
В3: Как да се избегне напукване на твърд електролитен лист чрез валцоване?
A: Препоръчва се пресата за горещо валцоване да се нагнетява постепенно на етапи (5T → 10T → 15T), синхронно да се увеличава температурата на валцоването до 150-180 ℃, за да се подобри пластичността на материала, и да се контролира скоростта на валцоване под 0,5 м/мин.
Въпрос 4: Каква е честотата на калибриране на точността на ролковия шев ±2,5 μm?
A: Калибрирайте веднъж месечно с лазерен далекомер, ежедневно може да се провери чрез предварително пресоване на стандартна дебелина на лист (напр. 2.000 мм). Когато отклонението надвиши ±3 μm, е необходимо да се регулира модулът за позициониране на сервомотора.
В5: Пресата за горещо валцоване поддържа ли валцоване на ултратънки (<50μm) електроди?
A: Минималната празнина между валците може да се регулира до 10 μm, подходяща за производство на електроди с дебелина 50 μm, с онлайн система за наблюдение на дебелината (по избор) с обратна връзка в реално време за регулиране на налягането.